| Email John |
| Last update 02/17/2009 |
Ribbon Burner
Next, foot pedal controlled. My shop is air conditioned and having the ribbon run all the time would have swamped the AC, not to mention costing a fortune. This also implies
Auto ignition. Hit the pedal and the fire starts.
Easy to adjust. Some commercially available ribbons are a real pain to adjust.
Very cheap to build.
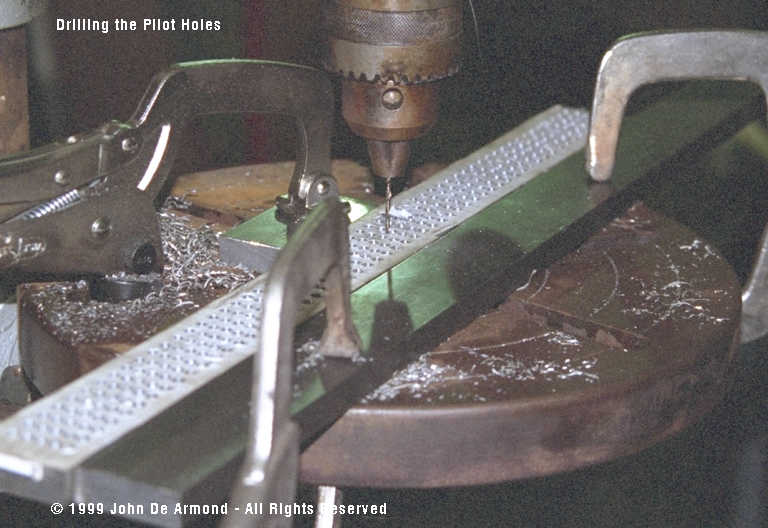
As you'll see below, I even fabricated the burner screen from scratch which took me almost a whole weekend at the drill press to do. Doing it over again, I'd have spent the money for a replacement screen for a commercially made burner.

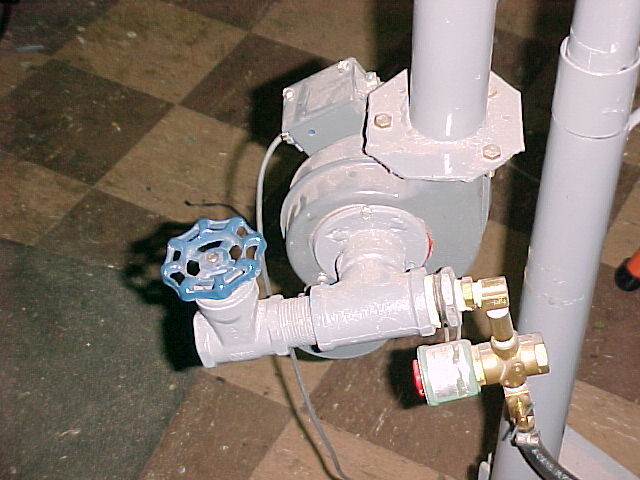
I chose to mix the gas and air before the blower for a reason. The spinning blower wheel makes an excellent gas mixer. This ensures a very uniform mixture to the burner screen.
Note that I have 2 psi gas service in my shop. If I had low pressure service I'd have needed a larger solenoid valve, needle valve and hose.
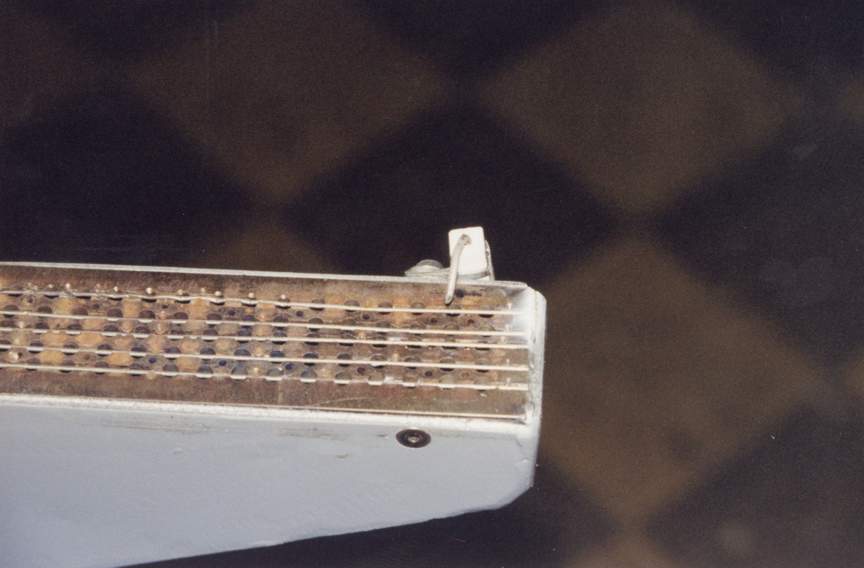
The screen shows several features. The velocity of the mixture though the screen holes must exceed the combustion speed or else the flame will back down the hole and cause a flashback.
After laying out the screen with the correct size holes I realized that I'd have hundreds of holes to drill. I came up with a clever method of cutting those in half. I drilled larger holes, then cut grooves through the centerline, then placed and staked stainless steel wire. This wire effectively makes two holes out of one, increases the velocity and prevents flashbacks.
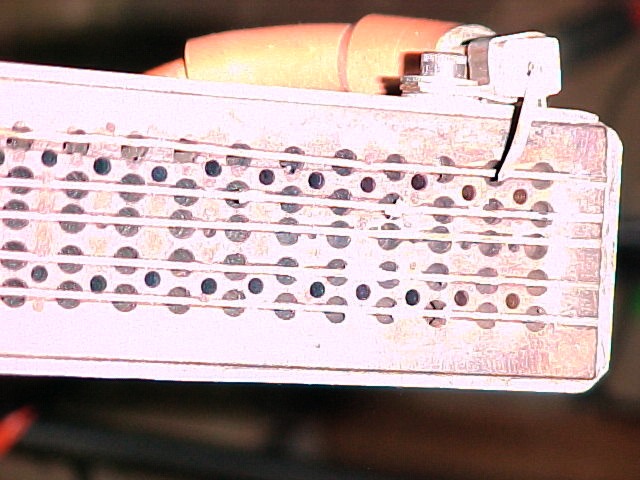
As the gas velocity exceeds the combustion velocity, the flame will lift off the screen and tend to blow out. The velocity through the small holes is much lower so the small flames remain attached to the plate and serve as a sort of continuous ignition source for the main holes.
The pilot holes permit a much larger flame than would be possible without them. They were only needed on the outside, as the flame itself serves to pilot the center holes.
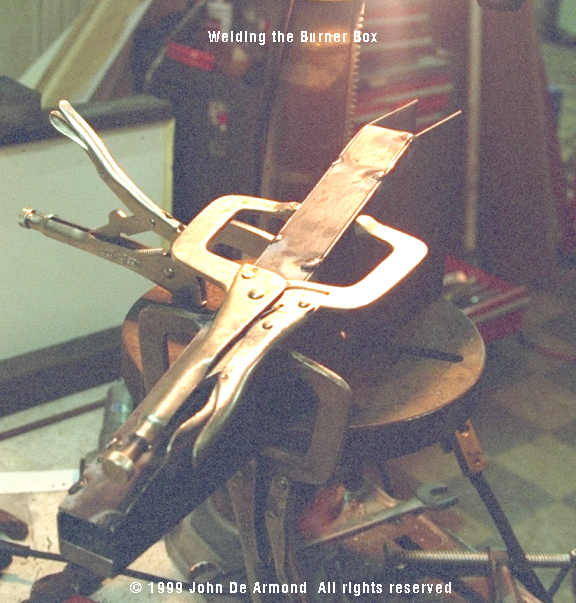
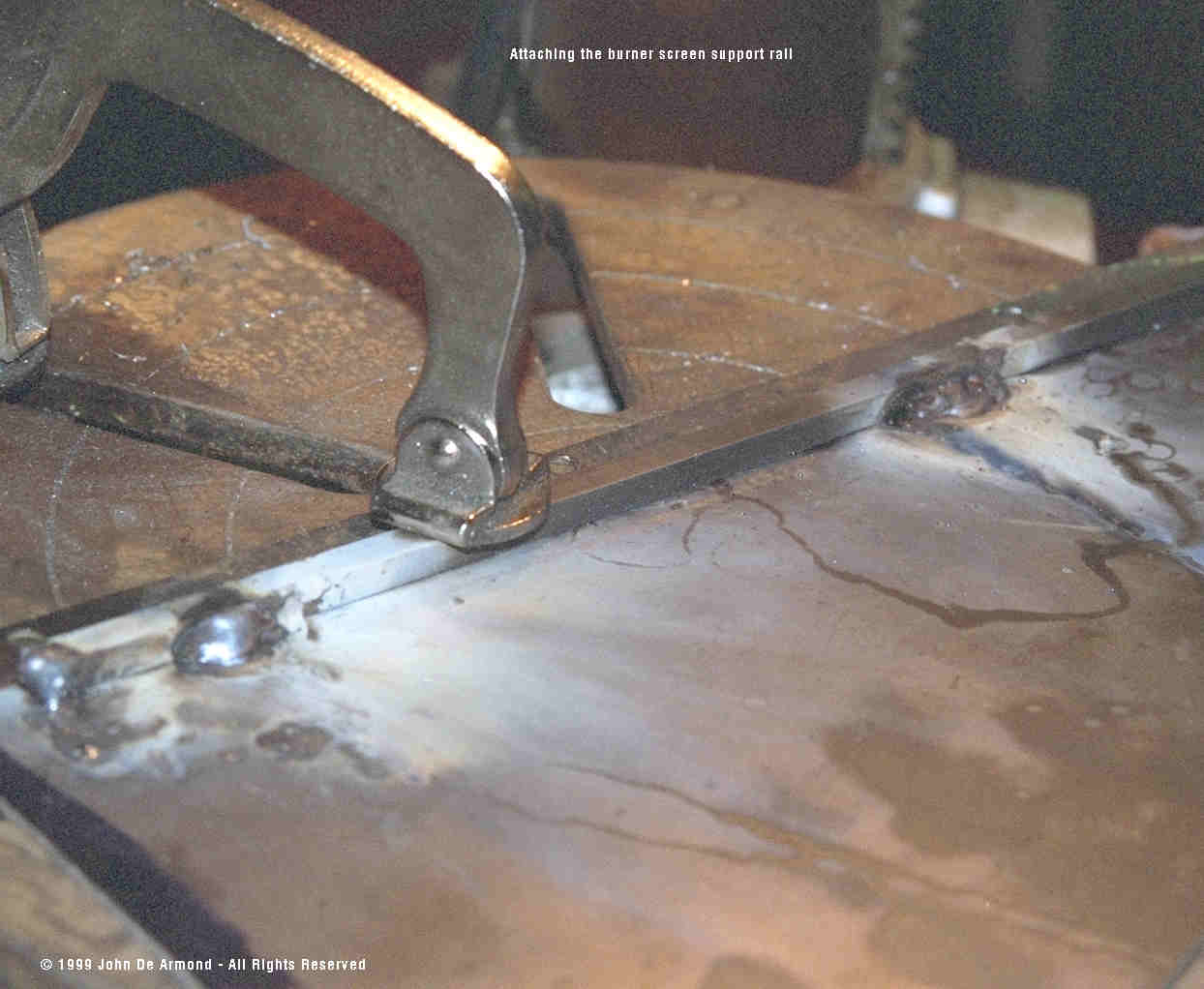
I have no special sheet metal tools so this metal was cut using an abrasive blade in my circle saw. It was dressed with a hand grinder and then jigged up and welded.
Metal lathe turnings would work too.
Commercial units use a variety of baffles but the steel wool trick is easier to do.
I used a tungsten nitride coated (gold) drill bit and trichloroethane "trike" as the cutting fluid. The nitride coating is amazing. I bought a whole package (10) of bits thinking I'd need that many. One bit did the job and was still sharp at the end.
Trike is an amazing cutting fluid. It used to be the ingredient in Tap Magic steel tapping fluid before the eco-hysteria over chlorinated solvents. It is still available as CRC brand contact cleaner and some aerosol brake cleaners.